
- Polishers: Can be integrated on any CMP tool or used as a stand-alone system. Can be used in conjunction with the Araca Slurry Injection System (SIS®) for an even better performance
- Wafer size: 150, 200 and 300 mm
- Applications: Cu, W, Co, Ta, TaN, Ti, TiN, SiC, Hardmask, and STI
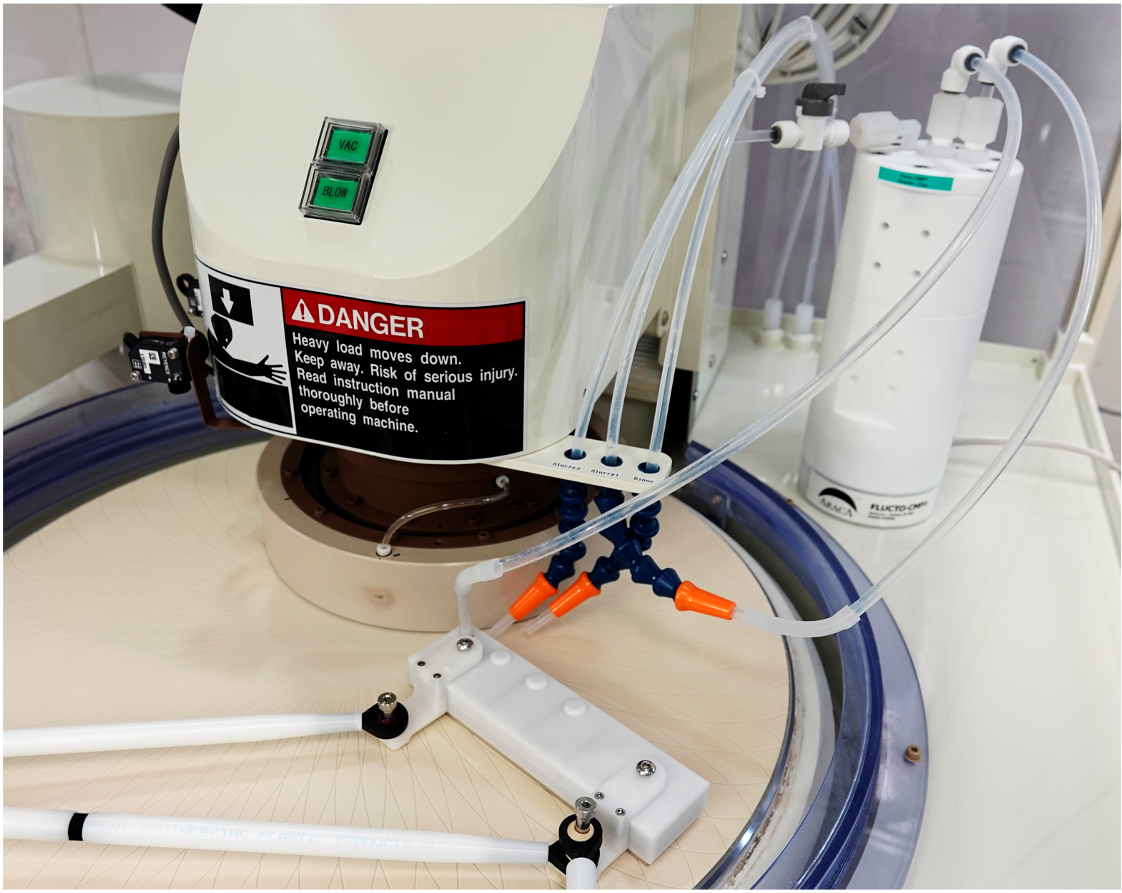
The Flucto-CMP® reactor and its associated power supply and controller are shown in Figure 1 (left). The former houses the megasonic transducer that irradiates the flowing slurry with electromagnetic waves, and is small enough (150 to 450 cc depending on the desired configuration) to be installed close to the platen. The distance between the Flucto-CMP® reactor and the point of slurry injection onto the pad should be short enough to ensure that the newly generated reacting oxidizing species (ROS) in the slurry can quickly reach the pad. Sonication (Figure 1 – center) creates ROS inside a typical Cu slurry even in the absence of H2O2 as luminol will only fluoresce in the presence of ROS. This fluorescence is much greater when the slurry contains H2O2. Separately, hydroxyl radical concentration was calculated by adding p-nitroso-dimethylaniline (a well-known hydroxyl radical trapping agent) and measuring (via UV-Vis spectrometry) the change in the absorption intensity near 440 nm. Results (Figure 1 – right) indicate a large change in the OH-radical concentration when the Flucto-CMP® reactor is toggled ON and OFF multiple times each lasting 2 minutes.
The Flucto-CMP® reactor and its associated power supply and controller are shown in Figure 1 (left). The former houses the megasonic transducer that irradiates the flowing slurry with electromagnetic waves, and is small enough (150 to 450 cc depending on the desired configuration) to be installed close to the platen. The distance between the Flucto-CMP® reactor and the point of slurry injection onto the pad should be short enough to ensure that the newly generated reacting oxidizing species (ROS) in the slurry can quickly reach the pad. Sonication (Figure 1 – center) creates ROS inside a typical Cu slurry even in the absence of H2O2 as luminol will only fluoresce in the presence of ROS. This fluorescence is much greater when the slurry contains H2O2. Separately, hydroxyl radical concentration was calculated by adding p-nitroso-dimethylaniline (a well-known hydroxyl radical trapping agent) and measuring (via UV-Vis spectrometry) the change in the absorption intensity near 440 nm. Results (Figure 1 – right) indicate a large change in the OH-radical concentration when the Flucto-CMP® reactor is toggled ON and OFF multiple times each lasting 2 minutes.

Figure 1: Flucto-CMP® reactor at the outlet of the slurry line (left). Sono-activated luminol-spiked non-H2O2-containing Cu slurry (top center). Sono-activated luminol-spiked H2O2-containing Cu slurry (bottom center). Changes in the OH-radical concentration with ON-OFF toggling of the reactor (right).
Studies of the interaction of benzotriazole (a necessary corrosion inhibitor) with Cu reveal that the BTA molecule forms a coordination polymer above the surface featuring a Cu(I) center bridging between two BTA molecules as shown in Fig. 2. This polymerization leads to the formation of a dense and rugged passivation layer that causes large levels of vibration and requires significant mechanical action to have appreciable RRs. On the other hand, Flucto-CMP® applies electromagnetic waves that result in BTA forming a much softer and less dense Cu(II) structure (Figure 2) which causes high removal rates at less mechanically-aggressive conditions. This also reduces process vibration which lowers defects and improves surface finish.

Figure 2: (a, top) Dense and rugged passivation layer formed during conventional Cu CMP, and (b, bottom) softer and less dense Cu(II) structure during Cu polishing with Flucto-CMP®.
Results
We have experimental evidence that sono-activation results in significant increases in the reactive oxygen species in the slurry as our work shows that Cu RR can be boosted by 35 ± 2% (N=12). To prove our hypothesis that Flucto-CMP® promotes a softer and less dense Cu surface, we employed AFM with a nano-particle-fitted tip to investigate the indentation depth of the resulting passivation layer. The indentation depths were measured to be 339, 425 and 487 nm for Cu surfaces that were polished with a commercially available slurry using the megasonic transducer power set to 0, 0.5 and 1.5 W/cm2, respectively (Figure 3). At a megasonic transducer power of 0 watt/cm2 we were essentially mimicking a conventional CMP process. At 0.5 and 1.5 watt/cm2, the indentation depths became deeper, indicating that the Cu surface became softer and less dense after exposure to electromagnetic waves emanating from the megasonic transducer. We also performed experiments to compare the indentation depth of the Cu passivation layer using 3 different off-the-shelf CMP slurries at a constant power of 1 W/cm2. Results further confirmed that upon exposure to megasonic energy, the indentation depth increased by 35, 45 and 85% for Slurry A, B and C, respectively (Figure 3). Cu polishing tests RR trends agreed very well with the outcomes from the indentation depth studies, further confirming our hypothesis.

Figure 3: Indentation depth of the passivation layer using Slurry A at various megasonic power settings (left). Indentation depth using 3 different slurries at a constant megasonic power of 1 W/cm2 (center). RR comparison of Cu CMP using 3 different slurries with the conventional method and Flucto-CMP® at 1 W/cm2.
We also performed Cu polishing tests on the RDP-500® polisher with and without Flucto-CMP® using two different H2O2 concentrations at the same slurry flow rate. Araca’s RDP-500® polisher has the ability to acquire normal and frictional forces among the wafer, slurry abrasives, and pad in real-time and at a frequency of 1,000 Hz. Blanket 200-mm Cu wafers were polished at a pressure of 10.342 KPa (1.5 PSI) and a sliding velocity of 1.5 m/s. Table 1 shows the comparison between conventional and Flucto-CMP® methods. The latter achieved consistently higher removal rates compared to the conventional method at 2 different H2O2 concentrations. It is interesting to note that while the average coefficient of friction values was similar, Flucto-CMP® consistently resulted in lower variances of shear and normal force (by about 50X and 5X, respectively). We have confirmation from an HVM customer that we were able to significantly reduce wafer-level defects by causing the variance of shear force to drop by nearly 50X.

Table 1: Comparison of Polishing Results between Conventional CMP and Flucto-CMP®.
While metal CMP seems logical for Flucto-CMP® implementation due to the chemical activity required for the removal, the application can extend into the more non-traditional redox inactive materials. For example, polishing SiC involves the use of aggressive redox chemistries (i.e., KMnO4) and harsh polishing conditions such as high nanoparticle loading and shear force), which lead to an increase in removal but have the potential to increase surface defects. Exploiting the synergistic relationship between the slurry additive and an H2O2-based formulation has shown that SiC removal is highly dependent on the formation of a modified surface complexation layer produced by the interaction of the substrate with the slurry additives, creating an electrophilic chemistry-nanoparticle macroenvironment. As such, Si-C bonds are weakened, allowing for more efficient mechanical abrasion. By modulating the additives in the slurry, the modes of surface activation were exploited but promoting synergy between additive and the in-situ generation of ROS generated. Based on the mechanism described above Flucto-CMP® increased the ROS delivered to the wafer interface and a clear increase in the removal rate was observed. Moreover, we saw no change in the overall surface roughness and observed a reduction in the overall post-polish contaminants (Figure 4, left).
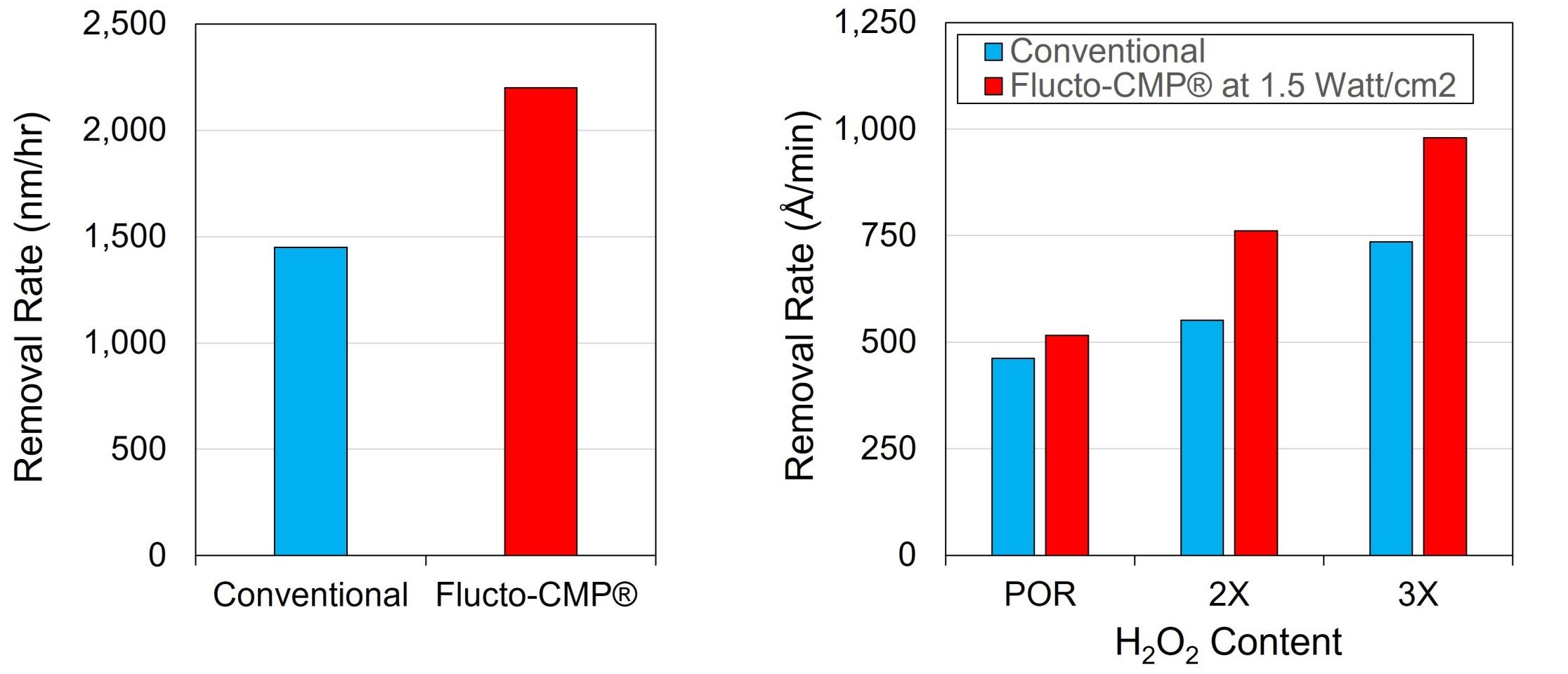
Figure 4: Effect of Flucto-CMP® at 1.5 W per cm2 on SiC removal using our patented H2O2-based slurry formulation at 34.475 KPa (5 PSI) (left). Effect of H2O2 content and Flucto-CMP® at 1.5 W per cm2 on the Applied Materials DRACO® hard mask removal at 17.237 KPa (2.5 PSI) (right).
Figure 4 (right) shows the application of Flucto-CMP® to the Applied Materials DRACO® hard mask used in 3D-NAND devices. We see a clear H2O2 dependence owing to a mechanism that requires sufficient surface oxidation for initiating surface-modifying processes that promote removal. With Flucto-CMP® removal increases at all conditions, especially with increasing H2O2 levels. This further supports that the oxidative strength of the peroxide at the current level is enough to promote surface oxidation. Second, the additional ROS generation from Flucto-CMP® provides surface concentration changes and an overall increase in the oxidative potential in a non-detrimental way. When comparing the two processes, there are no significant changes in COF, the extent of vibrations, and average pad temperatures. Furthermore, compared to the conventional method, Flucto-CMP® increases selectivities of DRACO®-to-ILD and DRACO®-to-nitride by as much as 50 percent while maintaining similar TiN-to-ILD selectivity.
Summary
This work emphasizes the need to partially merge the polisher and slurry roadmaps through a novel add-on hardware device placed near the point of slurry dispense that can instantaneously activate slurry performance during polishing via megasonic irradiation. We are now able to overcome the inherent polisher-slurry weaknesses such as wafer-level defects, process vibrations, cost of ownership, slurry waste, RR, and RR selectivity. Flucto-CMP® has been successfully applied to various types of CMP slurries resulting in significant increases in the removal rates of copper, SiC, boron-based hard mask, ILD, TiN, and silicon carbide through chemical alteration of the passivation layer needed for material removal. Our technology also shows a dramatic reduction in process vibration for copper soft-landing processes which we believe ought to reduce wafer-level defects.

